সোনার এক্রাইলিক শিটগুলির উত্পাদন প্রক্রিয়াতে বুদবুদ, প্রবাহের চিহ্ন এবং বিকৃতি হিসাবে ত্রুটিগুলি কীভাবে এড়ানো যায়?
(I) বুদবুদ এড়ানো
কাঁচামাল নিয়ন্ত্রণ
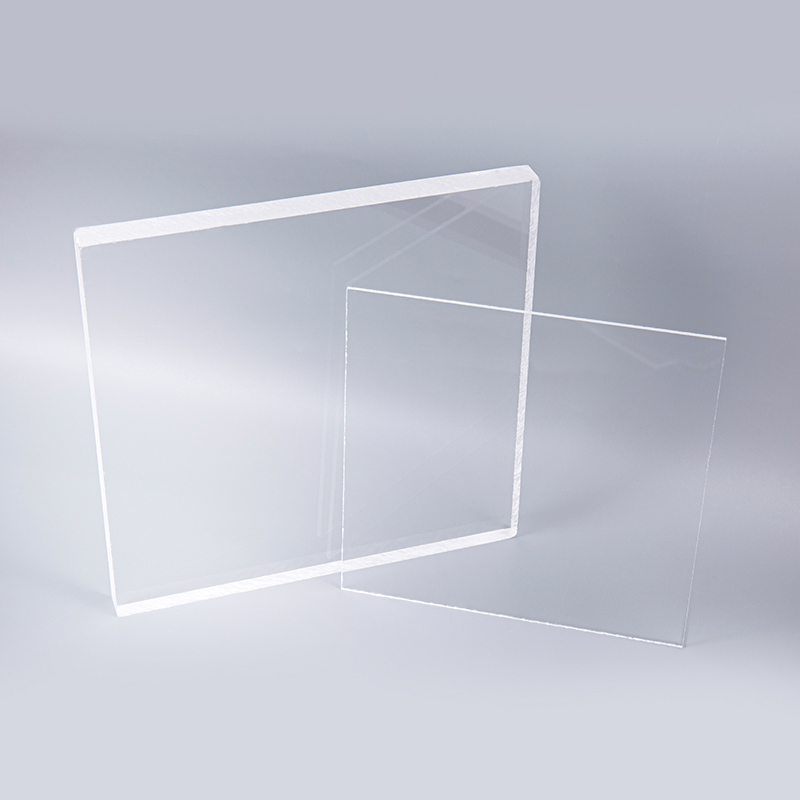
সোনার এক্রাইলিক শীট উপকরণগুলিতে একটি বিলাসবহুল প্রভাব তৈরি করতে ক্ষুদ্র সোনার সিকুইন থাকে এবং কাঁচামালগুলির গুণমান সরাসরি বুদবুদগুলির প্রজন্মকে প্রভাবিত করে। কাঁচামাল কেনার সময়, সরবরাহকারীরা ব্যবহৃত এক্রাইলিক কাঁচামালগুলি উচ্চ বিশুদ্ধতা এবং কয়েকটি অমেধ্যের কিনা তা নিশ্চিত করার জন্য কঠোরভাবে স্ক্রিন করা হয়। সোনার সিকুইনগুলির সংযোজনগুলির জন্য, অ্যাক্রিলিক কাঁচামালগুলির সাথে তাদের ভাল সামঞ্জস্যতা রয়েছে তা নিশ্চিত করার জন্য কঠোর পরীক্ষা করাও করা হয়। উদাহরণস্বরূপ, কাঁচামালগুলির প্রতিটি ব্যাচ কারখানায় প্রবেশের আগে, স্যাম্পলিং এবং পরীক্ষা করা হয় এবং কাঁচামালগুলিতে আর্দ্রতা সামগ্রী এবং আণবিক ওজন বিতরণের মতো মূল সূচকগুলি পেশাদার রাসায়নিক বিশ্লেষণ যন্ত্রগুলির মাধ্যমে পরীক্ষা করা হয়। কেবল কঠোর মানদণ্ডগুলি পূরণ করে এমন কাঁচামালগুলি উত্পাদন লিঙ্কে প্রবেশ করতে পারে, উত্স থেকে কাঁচামাল সমস্যার কারণে বুদবুদগুলির সম্ভাবনা হ্রাস করে।
কাঁচামাল স্টোরেজের ক্ষেত্রে, একটি বিশেষ ধ্রুবক তাপমাত্রা এবং আর্দ্রতা গুদাম সেট আপ করা হয়। এক্রাইলিক কাঁচামাল পরিবেশগত আর্দ্রতার প্রতি সংবেদনশীল। অতিরিক্ত আর্দ্রতা কাঁচামালগুলি আর্দ্রতা শোষণ করতে পারে এবং প্রসেসিং প্রক্রিয়া চলাকালীন আর্দ্রতা উত্তপ্ত এবং বাষ্পীভূত হয়। গুদামটি তাপমাত্রা 25 ℃ ± 2 ℃ এবং আর্দ্রতা 40%± 5%এ নিয়ন্ত্রণ করতে উন্নত তাপমাত্রা এবং আর্দ্রতা নিয়ন্ত্রণ সরঞ্জাম দিয়ে সজ্জিত রয়েছে, এটি নিশ্চিত করে যে স্টোরেজ চলাকালীন কাঁচামালগুলি সর্বদা ভাল অবস্থায় রয়েছে।
উত্পাদন প্রক্রিয়া অপ্টিমাইজেশন
অ্যাক্রিলিক শিটগুলির ing ালাই প্রক্রিয়াতে, একটি ভ্যাকুয়াম ডিজেসিং প্রক্রিয়া ব্যবহৃত হয়। কাঁচামাল মিশ্রণের পর্যায়ে, মিশ্র উপকরণগুলি একটি ভ্যাকুয়াম পরিবেশে স্থাপন করা হয় এবং উপকরণগুলির বায়ু একটি ভ্যাকুয়াম পাম্প দ্বারা উত্তোলন করা হয়। ভ্যাকুয়াম ডিগ্রি এবং অবক্ষয়ের সময়টি সঠিকভাবে নিয়ন্ত্রণ করে, ভ্যাকুয়াম ডিগ্রি সাধারণত -0.095 এমপিএতে -0.1 এমপিএতে পৌঁছে যায় এবং অবনমিত সময়টি উপাদানগুলির পরিমাণ এবং সরঞ্জামের কার্যকারিতা অনুসারে 30 মিনিট থেকে 2 ঘন্টা অবধি নিয়ন্ত্রণ করা হয়, যা উপাদানগুলিতে বুদ্বুদ নিউক্লিয়াকে কার্যকরভাবে সরিয়ে ফেলতে পারে। উদাহরণস্বরূপ, বৃহত আকারের উত্পাদন সরঞ্জামগুলিতে, ভ্যাকুয়াম ডিগ্রি এবং অবনমিত সময়টি ডিগাসিং প্রক্রিয়াটির স্থায়িত্ব এবং ধারাবাহিকতা নিশ্চিত করার জন্য একটি স্বয়ংক্রিয় নিয়ন্ত্রণ ব্যবস্থা দ্বারা রিয়েল টাইমে পর্যবেক্ষণ করা হয়।
ইনজেকশন ছাঁচনির্মাণ পর্যায়ে, ইনজেকশন ছাঁচনির্মাণ পরামিতিগুলি অনুকূলিত হয়। খুব দ্রুত একটি ইনজেকশন ছাঁচনির্মাণ গতি সহজেই বুদবুদ গঠনের জন্য উপাদানগুলিতে বায়ু আঁকতে পারে। অতএব, সংস্থার প্রযুক্তিগত দলটি বিপুল সংখ্যক পরীক্ষার পরে সোনার এক্রাইলিক শিটের জন্য সর্বোত্তম ইনজেকশন ছাঁচনির্মাণ স্পিড বক্ররেখা নির্ধারণ করেছে। ইনজেকশন ছাঁচনির্মাণের শুরুতে, একটি নিম্ন ইনজেকশন গতি ব্যবহার করা হয় যাতে উপাদানটি ধীরে ধীরে ছাঁচের গহ্বরটি পূরণ করতে এবং বায়ু আঁকার সম্ভাবনা হ্রাস করতে পারে gally গহ্বরটি ধীরে ধীরে পূর্ণ হওয়ার সাথে সাথে ইনজেকশন গতি যথাযথভাবে বাড়ানো হয় যাতে উপাদানটি পুরো গহ্বরটি দ্রুত পূরণ করতে পারে তা নিশ্চিত করার জন্য। একই সময়ে, পর্যাপ্ত চাপ বা খুব স্বল্প হোল্ডিং সময়ের কারণে উপাদানগুলির সঙ্কুচিত এবং বুদবুদগুলির প্রজন্ম এড়াতে ইনজেকশন চাপ এবং হোল্ডিং সময় সঠিকভাবে নিয়ন্ত্রণ করা হয়।
সরঞ্জাম রক্ষণাবেক্ষণ এবং পরিষ্কার
উত্পাদন সরঞ্জামের পরিষ্কার -পরিচ্ছন্নতা বুদবুদগুলির প্রজন্মের উপরও গুরুত্বপূর্ণ প্রভাব ফেলে। প্রতিদিন উত্পাদন শেষ হওয়ার পরে, ইনজেকশন ছাঁচনির্মাণ মেশিন, ছাঁচ এবং অন্যান্য সরঞ্জামগুলি পুরোপুরি পরিষ্কার করা হয়। পৃষ্ঠের এবং সরঞ্জামের অভ্যন্তরে অবশিষ্ট উপকরণগুলি অপসারণ করতে বিশেষ পরিষ্কারের এজেন্ট এবং পরিষ্কারের সরঞ্জামগুলি ব্যবহার করুন। ছাঁচ, নিয়মিত বিচ্ছিন্নতা এবং পরিষ্কার করার জন্য, বিশেষত রানার, গেট এবং ছাঁচের অন্যান্য অংশগুলি, যাতে কোনও উপাদান জমে ও অমেধ্য না থাকে তা নিশ্চিত করার জন্য। উদাহরণস্বরূপ, ছাঁচটি গভীরভাবে পরিষ্কার করার জন্য অতিস্বনক পরিষ্কারের সরঞ্জামগুলি ব্যবহার করা কার্যকরভাবে ছোট কণা এবং ময়লা অপসারণ করতে পারে যা ছাঁচের পৃষ্ঠের উপর পরিষ্কার করা কঠিন, উত্পাদন প্রক্রিয়া চলাকালীন এই অমেধ্যগুলি বুদবুদগুলির মূল হতে বাধা দেয়।
নিয়মিত সরঞ্জাম বজায় রাখুন এবং সরঞ্জামগুলির সিলিং পারফরম্যান্স পরীক্ষা করুন। যদি ইনজেকশন ছাঁচনির্মাণ মেশিনের ব্যারেল, স্ক্রু এবং বিভাজন পৃষ্ঠের সিলিং পারফরম্যান্স নিয়ে কোনও সমস্যা হয় তবে বায়ু সহজেই উপাদানটিতে প্রবেশ করতে পারে এবং বুদবুদ তৈরি করতে পারে। প্রযুক্তিবিদরা নিয়মিত বিরতিতে সরঞ্জামগুলির সিলগুলি পরীক্ষা করে এবং প্রতিস্থাপন করে যাতে সরঞ্জামগুলি সর্বদা উত্পাদন প্রক্রিয়া চলাকালীন একটি ভাল সিলিং অবস্থা বজায় রাখে তা নিশ্চিত করে।
(Ii) প্রবাহের চিহ্নগুলি এড়িয়ে চলুন
ছাঁচ নকশা অপ্টিমাইজেশন
ছাঁচটি এক্রাইলিক শীট ছাঁচনির্মাণের গুণমানকে প্রভাবিত করে এমন একটি মূল কারণ। ছাঁচের রানার ডিজাইনটি একটি সুষম রানার সিস্টেম গ্রহণ করে যাতে নিশ্চিত হয় যে উপাদানটি ছাঁচের প্রতিটি গহ্বরে সমানভাবে পূরণ করা যায়। রানারের ক্রস-বিভাগীয় আকার এবং আকারটি সঠিকভাবে গণনা করা হয় এবং সাধারণত একটি ট্র্যাপিজয়েডাল বা বৃত্তাকার ক্রস-বিভাগ ব্যবহৃত হয়। পণ্যের আকার এবং ইনজেকশন ভলিউমের উপর নির্ভর করে রানার ব্যাস 6 মিমি এবং 12 মিমি এর মধ্যে থাকে। উদাহরণস্বরূপ, বৃহত আকারের গোল্ডেন অ্যাক্রিলিক শিট ছাঁচগুলির জন্য, যখন একটি মাল্টি-ক্যাভিটি ডিজাইন গৃহীত হয়, রানারের উপাদানগুলির প্রবাহকে সিএই সিমুলেশন বিশ্লেষণ সফ্টওয়্যার দ্বারা অনুকরণ করা হয়, এবং রানার বিন্যাসটি প্রতিটি গহ্বরের ইউনিফর্মে প্রবাহের বেগ এবং চাপ বিতরণ করতে অনুকূলিত হয়, যার ফলে প্রবাহের চিহ্নগুলির প্রজন্মকে হ্রাস করে।
ছাঁচের গেট ডিজাইনটিও অত্যন্ত গুরুত্বপূর্ণ। পণ্যের আকার, আকার এবং উপস্থিতি প্রয়োজনীয়তা অনুসারে, উপযুক্ত গেটের ধরণটি নির্বাচন করুন। উচ্চ পৃষ্ঠের মানের প্রয়োজনীয়তা সহ সোনালি অ্যাক্রিলিক শিটগুলির জন্য, পয়েন্ট গেটস বা সুপ্ত গেটগুলি সাধারণত ব্যবহৃত হয়। পয়েন্ট গেটগুলি উচ্চ গতিতে গহ্বরের প্রবেশ করতে, গেটের চিহ্নগুলি হ্রাস করতে এবং উপকরণগুলির প্রবাহের দিক নিয়ন্ত্রণে সহায়তা করে। পণ্যটির পৃষ্ঠের সুস্পষ্ট গেটের দাগগুলি এড়াতে এড়ানোর জন্য পণ্যটি ড্যামোল্ড করা হলে সুপ্ত গেটগুলি স্বয়ংক্রিয়ভাবে গেটটি কেটে ফেলতে পারে। গেটের অবস্থান এবং সংখ্যা সাবধানতার সাথে ডিজাইন করা হয়েছে, এবং সর্বোত্তম অবস্থানটি সিমুলেশন বিশ্লেষণের মাধ্যমে নির্ধারিত হয়, যাতে উপাদানটি সহজেই গহ্বরটি পূরণ করতে পারে এবং দুর্বল উপাদান রূপান্তর দ্বারা সৃষ্ট প্রবাহের চিহ্নগুলি এড়াতে পারে।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া সামঞ্জস্য
ইনজেকশন ছাঁচনির্মাণ তাপমাত্রা উপাদানের তরলতা উপর সরাসরি প্রভাব ফেলে, যা ফলস্বরূপ প্রবাহের চিহ্নগুলির প্রজন্মকে প্রভাবিত করে। সোনার অ্যাক্রিলিক শিটগুলির জন্য সর্বোত্তম ইনজেকশন ছাঁচনির্মাণ তাপমাত্রার পরিসীমা পরীক্ষাগুলির মাধ্যমে নির্ধারিত হয়েছিল। সাধারণত, ইনজেকশন ছাঁচনির্মাণ তাপমাত্রা 210 ℃ এবং 230 ℃ এর মধ্যে নিয়ন্ত্রণ করা হয় ℃ এই তাপমাত্রার সীমার মধ্যে, এক্রাইলিক উপাদানের ভাল তরলতা রয়েছে, সমানভাবে ছাঁচের গহ্বরটি পূরণ করতে পারে এবং দুর্বল উপাদান প্রবাহের কারণে প্রবাহের চিহ্নগুলি হ্রাস করতে পারে। একই সময়ে, উত্পাদন প্রক্রিয়া চলাকালীন, ব্যারেলের প্রতিটি বিভাগের তাপমাত্রা তাপমাত্রার স্থায়িত্ব নিশ্চিত করার জন্য ইনজেকশন ছাঁচনির্মাণ মেশিনের তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থার মাধ্যমে রিয়েল টাইমে পর্যবেক্ষণ করা হয় এবং সামঞ্জস্য করা হয়।
ইনজেকশন ছাঁচনির্মাণ চাপ এবং গতির সমন্বয় সামঞ্জস্য করুন। ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন, ইনজেকশন ছাঁচনির্মাণ চাপ এবং গতির পরিবর্তনগুলি গহ্বরের উপাদানগুলির প্রবাহ অবস্থাকে প্রভাবিত করবে। সংস্থার প্রযুক্তিগত কর্মীরা পণ্যের প্রকৃত পরিস্থিতি অনুসারে যুক্তিসঙ্গত ইনজেকশন চাপ এবং গতি বক্ররেখা তৈরি করে। ভর্তির প্রাথমিক পর্যায়ে, একটি কম ইনজেকশন গতি এবং উপযুক্ত ইনজেকশন চাপ ব্যবহার করা হয় যাতে উপাদানটিকে আস্তে আস্তে এবং মসৃণভাবে গহ্বরের প্রবেশ করতে দেয়, ছাঁচের গহ্বর প্রাচীরের উপাদানের উচ্চ-গতির প্রভাব জেটের চিহ্ন তৈরি করতে এড়িয়ে যায়। যেহেতু গহ্বরটি ধীরে ধীরে পূরণ করা হয়, ইনজেকশন গতি যথাযথভাবে বৃদ্ধি করা হয়, এবং ইনজেকশন চাপ একই সময়ে সামঞ্জস্য করা হয় যাতে উপাদানটি পুরো গহ্বরটি দ্রুত পূরণ করতে পারে তা নিশ্চিত করার জন্য, এবং চাপ ধারণের পর্যায়ে যুক্তিসঙ্গত চাপ নিয়ন্ত্রণের মাধ্যমে, উপাদানগুলি শীতল সঙ্কুচিত কারণে ভলিউম পরিবর্তনের জন্য পুরোপুরি ক্ষতিপূরণ দিতে পারে এবং প্রবাহের চিহ্নগুলির উপস্থিতি হ্রাস করতে পারে।
ছাঁচ পৃষ্ঠের চিকিত্সা
ছাঁচের পৃষ্ঠের সমাপ্তি সোনার এক্রাইলিক শীটের পৃষ্ঠের গুণমানের উপর দুর্দান্ত প্রভাব ফেলে। উন্নত পলিশিং সরঞ্জাম এবং প্রযুক্তি RA0.0μM এবং RA0.05μM এর মধ্যে ছাঁচের পৃষ্ঠের রুক্ষতা হ্রাস করতে ব্যবহৃত হয়। মসৃণ ছাঁচের পৃষ্ঠটি প্রক্রিয়া চলাকালীন উপাদানটিকে আরও সুচারু করে তুলতে পারে, উপাদান এবং ছাঁচের পৃষ্ঠের মধ্যে ঘর্ষণ হ্রাস করতে পারে এবং এইভাবে প্রবাহের চিহ্নগুলির সম্ভাবনা হ্রাস করতে পারে। উদাহরণস্বরূপ, ছাঁচের মূল এবং গহ্বরের পৃষ্ঠের জন্য, ডায়মন্ড পেস্ট পলিশিং প্রক্রিয়া ব্যবহৃত হয়। সূক্ষ্ম পলিশিংয়ের একাধিক প্রক্রিয়াগুলির পরে, ছাঁচ পৃষ্ঠটি একটি আয়না প্রভাব অর্জন করে, যা কার্যকরভাবে পণ্যের পৃষ্ঠের গুণমানকে উন্নত করে।
ছাঁচের পৃষ্ঠে রিলিজ এজেন্ট প্রয়োগ করার সময়, লেপের পরিমাণ এবং অভিন্নতা কঠোরভাবে নিয়ন্ত্রণ করুন। রিলিজ এজেন্টের মূল কাজটি হ'ল পণ্যটিকে সুচারুভাবে হ্রাস করতে সহায়তা করা, তবে যদি এটি সঠিকভাবে প্রয়োগ না করা হয় তবে এটি প্রবাহের চিহ্ন হতে পারে। স্প্রেিং চাপ, প্রবাহের হার এবং স্প্রে করার সময়টি সঠিকভাবে নিয়ন্ত্রণ করে রিলিজ এজেন্টটি ছাঁচের পৃষ্ঠের উপর সমানভাবে প্রলেপ দেওয়া হয়েছে তা নিশ্চিত করার জন্য সংস্থাটি পেশাদার রিলিজ এজেন্ট স্প্রেিং সরঞ্জাম ব্যবহার করে। একই সময়ে, উপাদান প্রবাহ প্রক্রিয়া চলাকালীন রিলিজ এজেন্টকে বিরূপ প্রভাব না থেকে এড়াতে গোল্ডেন অ্যাক্রিলিক শীটের সাথে দুর্দান্ত মানের এবং ভাল সামঞ্জস্য সহ একটি রিলিজ এজেন্ট নির্বাচন করুন।
(Iii) বিকৃতি এড়িয়ে চলুন
পণ্য কাঠামো নকশা অপ্টিমাইজেশন
বড়-অঞ্চল সোনার এক্রাইলিক শিটের জন্য, পাঁজর কাঠামোটি যুক্তিসঙ্গতভাবে ডিজাইন করা হয়েছে। পাঁজরের বিন্যাস এবং আকারটি সঠিকভাবে গণনা করা হয়, যা কেবল পণ্যের শক্তি উন্নত করতে পারে না, তবে ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন অসম সঙ্কুচিত হওয়ার কারণে পণ্যটিকে কার্যকরভাবে বিকৃত হতে বাধা দিতে পারে। উদাহরণস্বরূপ, বিলাসবহুল অভ্যন্তর নকশার জন্য একটি বৃহত গোল্ডেন অ্যাক্রিলিক আলংকারিক প্যানেল ডিজাইন করার সময়, প্যানেলের আকার এবং ব্যবহারের দৃশ্য অনুসারে প্যানেলের পিছনে সমানভাবে বিতরণ করা হয়। রিইনফোর্সিং পাঁজরের উচ্চতা সাধারণত 3 মিমি এবং 5 মিমি এর মধ্যে থাকে এবং প্রস্থটি 2 মিমি এবং 3 মিমি এর মধ্যে থাকে। এই কাঠামোগত নকশার মাধ্যমে, পণ্যের অনড়তা বাড়ানো হয় এবং বিকৃতি হওয়ার ঝুঁকি হ্রাস পায়।
পণ্যের প্রাচীরের বেধের অভিন্নতা নিয়ন্ত্রণ করুন। অসম প্রাচীরের বেধ এক্রাইলিক প্যানেলগুলির বিকৃতির অন্যতম প্রধান কারণ। পণ্য ডিজাইন করার সময়, পণ্যটির প্রাচীরের বেধকে সামঞ্জস্যপূর্ণ রাখার চেষ্টা করুন। বিশেষ আকারযুক্ত কিছু পণ্যের জন্য, যুক্তিসঙ্গত ট্রানজিশন ডিজাইনের মাধ্যমে প্রাচীরের বেধের হঠাৎ পরিবর্তনগুলি এড়িয়ে চলুন। ছাঁচ নকশার পর্যায়ে, পণ্যের কার্যকরী প্রয়োজনীয়তাগুলি পূরণ করার সময় প্রাচীরের বেধের অভিন্নতা সেরা অবস্থায় পৌঁছেছে তা নিশ্চিত করার জন্য সিএই সিমুলেশন বিশ্লেষণ সফ্টওয়্যার ব্যবহার করে পণ্যটির প্রাচীরের বেধটি অনুকূলিত এবং বিশ্লেষণ করা হয়। উদাহরণস্বরূপ, একটি বিশেষ আকৃতির কাঠামোর সাথে সোনার এক্রাইলিক ডিসপ্লে স্ট্যান্ডের জন্য, ছাঁচের কোর এবং গহ্বরের আকারটি ± 0.2 মিমি মধ্যে প্রতিটি অংশে পণ্যটির প্রাচীরের বেধ বিচ্যুতি নিয়ন্ত্রণ করতে ডিজাইনের সময় সামঞ্জস্য করা হয়, কার্যকরভাবে বিকৃত হওয়ার সম্ভাবনা হ্রাস করে।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া অপ্টিমাইজেশন
কুলিং সিস্টেমের নকশা এবং নিয়ন্ত্রণের গোল্ডেন অ্যাক্রিলিক প্যানেলের বিকৃতিতে গুরুত্বপূর্ণ প্রভাব রয়েছে। একটি দক্ষ কুলিং সিস্টেম ছাঁচটিতে ডিজাইন করা হয়েছে। কুলিং ওয়াটার চ্যানেলের বিন্যাসটি যত্ন সহকারে পরিকল্পনা করা হয়েছে যাতে ছাঁচের সমস্ত অংশ সমানভাবে শীতল হতে পারে তা নিশ্চিত করার জন্য। কুলিং ওয়াটার চ্যানেলের ব্যাস সাধারণত 8 মিমি এবং 12 মিমি এর মধ্যে থাকে। যুক্তিসঙ্গত ব্যবস্থা এবং বিতরণের মাধ্যমে, ছাঁচের পৃষ্ঠের তাপমাত্রার পার্থক্য একটি ছোট পরিসরের মধ্যে নিয়ন্ত্রণ করা হয়। উদাহরণস্বরূপ, বড় ইনজেকশন ছাঁচগুলিতে, শীতল জল প্রবাহের হার এবং জলের তাপমাত্রা নিয়ন্ত্রণ করতে একটি প্রচলন শীতল পদ্ধতি গৃহীত হয় যাতে ইনজেকশন প্রক্রিয়া চলাকালীন ছাঁচটি সমানভাবে শীতল করা যায়। শীতল জল প্রবাহের হার সাধারণত 1.5 মিটার/সেকেন্ড এবং 2.5 মিটার/সেকেন্ডের মধ্যে নিয়ন্ত্রণ করা হয় এবং জলের তাপমাত্রা 20 ℃ এবং 30 ℃ এর মধ্যে নিয়ন্ত্রণ করা হয়, যাতে শীতল প্রক্রিয়া চলাকালীন পণ্যটি সমানভাবে সঙ্কুচিত হতে পারে এবং বিকৃতি হ্রাস করতে পারে।
হোল্ডিং প্রক্রিয়াটি অনুকূল করুন। সময় এবং চাপ ধরে রাখার পছন্দটি সরাসরি পণ্য সঙ্কুচিত এবং বিকৃতকরণের সাথে সম্পর্কিত। পরীক্ষা -নিরীক্ষা এবং সিমুলেশন বিশ্লেষণের মাধ্যমে, সংস্থাটি বিভিন্ন আকার এবং বেধের সোনার এক্রাইলিক শিটগুলির জন্য সর্বোত্তম হোল্ডিং প্যারামিটারগুলি নির্ধারণ করেছে। হোল্ডিং স্টেজ চলাকালীন, অতিরিক্ত চাপের কারণে পণ্যটির অত্যধিক সংকোচনের এড়াতে ধীরে ধীরে হোল্ডিং চাপ হ্রাস করা হয়, যা ডেমোল্ডিংয়ের পরে রিবাউন্ড বিকৃতি ঘটায়। একই সময়ে, হোল্ডিং সময়টি পণ্যটি পুরোপুরি শীতল এবং ছাঁচের আকারে আকৃতির তা নিশ্চিত করার জন্য যথাযথভাবে নিয়ন্ত্রণ করা হয়। সাধারণত, হোল্ডিং সময়টি পণ্যের বেধ অনুসারে 10 সেকেন্ড এবং 30 সেকেন্ডের মধ্যে থাকে। উদাহরণস্বরূপ, 3 মিমি বেধ সহ সোনার এক্রাইলিক শীটের জন্য, হোল্ডিং সময়টি প্রায় 15 সেকেন্ডে সেট করা হয় এবং হোল্ডিং চাপটি শুরুতে ইনজেকশন চাপের 60% থেকে 70% এ সেট করা হয় এবং তারপরে ধীরে ধীরে হোল্ডিং প্রক্রিয়া চলাকালীন 30% এ কমিয়ে 40% এ নেমে যায়।
পোস্ট-প্রসেসিং প্রক্রিয়া
ছাঁচযুক্ত সোনার এক্রাইলিক শীটের যথাযথ পোস্ট-প্রসেসিং আরও বিকৃতি হ্রাস করতে পারে। পণ্যটিকে একটি নির্দিষ্ট তাপমাত্রায় একটি চুলায় রাখুন এবং পণ্যটির অভ্যন্তরে চাপ প্রকাশের জন্য এটি একটি নির্দিষ্ট তাপমাত্রায় একটি নির্দিষ্ট তাপমাত্রায় রাখুন। তাপ সেটিং তাপমাত্রা সাধারণত এক্রাইলিকের কাচের রূপান্তর তাপমাত্রার নীচে 10 ℃ থেকে 20 ℃ তে নিয়ন্ত্রিত হয়, অর্থাৎ 100 ℃ এবং 110 ℃ এর মধ্যে এবং হোল্ডিং সময়টি পণ্যটির বেধ এবং আকার অনুসারে 30 মিনিট থেকে 2 ঘন্টা পর্যন্ত পরিবর্তিত হয়। উদাহরণস্বরূপ, 4 মিমি পুরু সোনার অ্যাক্রিলিক শিটের জন্য, 1 ঘন্টা ধরে 105 at এ একটি চুলায় রাখা কার্যকরভাবে পণ্যের অভ্যন্তরে অবশিষ্ট চাপকে দূর করতে পারে এবং বিকৃতি হওয়ার ঝুঁকি হ্রাস করতে পারে।
পণ্য প্যাকেজিং এবং পরিবহণের সময় যথাযথ প্রতিরক্ষামূলক ব্যবস্থা গ্রহণ করুন। পরিবহণের সময় পণ্যটি সঙ্কুচিত না হয় এবং বাহ্যিক বাহিনী দ্বারা সংঘর্ষ না করা হয় তা নিশ্চিত করার জন্য স্তরগুলিতে গোল্ডেন অ্যাক্রিলিক শীটটি প্যাকেজ করার জন্য কাস্টমাইজড প্যাকেজিং উপকরণ যেমন ফোম বোর্ড, বুদ্বুদ ফিল্ম ইত্যাদির ব্যবহার করুন। একই সময়ে, প্যাকেজিং ডিজাইন করার সময়, পণ্যের আকৃতি এবং আকার বিবেচনা করুন, পণ্যটির স্থান নির্ধারণের ব্যবস্থা যুক্তিসঙ্গতভাবে সাজান এবং প্যাকেজিংয়ে পণ্যগুলির পারস্পরিক সঙ্কুচিত কারণে সৃষ্ট বিকৃতি এড়িয়ে চলুন। উদাহরণস্বরূপ, 1250 x 2450 মিমি স্ট্যান্ডার্ড আকারের একটি সোনার এক্রাইলিক শীটের জন্য, একটি বিশেষভাবে ডিজাইন করা কাঠের প্যাকেজিং বাক্স ব্যবহার করুন এবং দীর্ঘ-দূরত্বের পরিবহণের সময় পণ্যটির অখণ্ডতা নিশ্চিত করার জন্য বাক্সে উপযুক্ত সমর্থন এবং কুশন উপকরণ সেট আপ করুন